
FMEA Part-3
Dear freinds, we are glad to release this part-3 of our series on FMEA. In this video, Hemant Urdhwareshe illustrates two application case studies in using DFMEA.
[Read more…]Your Reliability Engineering Professional Development Site
Find all articles across all article series listed in reverse chronological order.
Dear freinds, we are glad to release this part-3 of our series on FMEA. In this video, Hemant Urdhwareshe illustrates two application case studies in using DFMEA.
[Read more…]
Software packages and algorithms help speed up calculations in Reliability Engineering Analysis. And obviously in other specialties. They are known as Commercial Off-The-Shelf (COTS) Software. Preprogrammed formulas can be readily applied by the analyst to provide modeling results. Additionally, graphics and other informative visual representations can be obtained at a mouse click. This helps showcase issues in an operating environment. And lead to relevant action to address those issues. Our human brain has cognitive limitations when analyzing highly complex systems such as Reliability, Availability and Maintainability (RAM) Models. Software helps to overcome those limitations.
[Read more…]
Article by Mike Freier
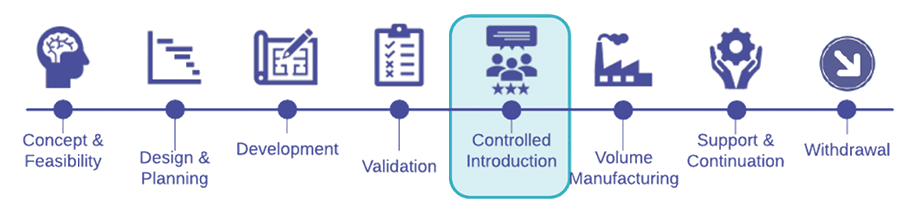
In the last blog post, we discussed how to validate your product and cover some of the important testing that your engineering teams should plan on to ensure your product meets all the requirements outlined in the engineering design specification.
Transitioning from engineering and beta units to high volume production involves finding a contract manufacturer (CM) as well as sub-tier volume suppliers, signing a deal with the CM, and handing off the set of data and instructions to make your product. Read on to learn what to lookout for in each step in the process of scaling your product into volume manufacturing.
[Read more…]
Jobs at Apple has done it. You can, too.
Change an industry. The advent of iTunes and iPods forever changed how the world buys and listens to music.
While Jobs had the resources of Apple to help make the change happen. It still started as an idea (may or may not have been Jobs’ idea, I don’t know). It grew and created enough momentum to effect a change across an entire industry.
Change is hard.
If you have tried to help your team move in a new direction or consider the reliability risks present in the current design, then you know change is difficult to make happen. You most likely have been successful a few times, and not a few also. I know I’ve crashed into the rocky spit more often than I can count. [Read more…]

After successful DV testing, the product moves into the PV phase. PV testing is conducted on units that are manufactured using the final production process, materials, and equipment. The purpose of PV is to validate that the production process can consistently produce units that meet the design specifications.
The sample size for PV is typically smaller than for DV, as indicated by the user input of around 10 samples. This is because the focus of PV is on the consistency and capability of the production process rather than the design itself.
These tests are crucial for products that incorporate complex mechanical, electrical, and chemical components, as they must perform reliably under a wide range of operating conditions and comply with stringent safety and environmental regulations.
[Read more…]
Any standard EAM system can be adapted to achieve Operational Excellence with the PWW EAM methodology.
Rather than going from policy to practice, Plant Wellness Way starts with how to create a healthy environment for parts microstructure when equipment is in-service. By focusing on creating healthy operating environments for components, machines, equipment, and plants, your operation will perform at world-class levels of reliability.
The standard range of Enterprise Asset Management models available will typically use an EAM Policy to decree the purposes of the EAM system. From this statement processes and practices necessary to achieve the EAM Policy aims are chosen. People will then aim to meet the policy requirements for their team or department without taking the flow on consequences into account. As a result, businesses will unintentionally create an EAM system that instils randomness and variability into the company. In this situation is it nearly impossible to create a system that achieves operational excellence success.
[Read more…]
How Tech Can Turn Doctors into Clerical Workers
Title of New York Times Article
I bounced the above article among several of my doc buddies. The conversation went like: “You spent 10 years going to med school. Now, you push paper. And, BTW: you may be replaced by a robot. Huh. Yeah. Well. ….”
Not good for one of the most respected professions. But, an undisputable sign of concern among one of the most lucrative and respected professions during the COVID pandemic. It’s all about medical disruption.
[Read more…]
In today’s video, we dive deep into the critical steps of Reliability-Centered Maintenance (RCM) by exploring Failure Modes and Failure Effects as part of our ongoing dentist-themed mini RCM case study. This is Part 2 of a four-part series designed to help you understand and apply RCM principles through relatable, real-world examples. What You’ll Learn:
Case Study Highlight: We’ll look at the specific Failure Mode of bacteria accumulation that leads to cavities and track the progression from the earliest signs of decay to severe health consequences if left untreated. This detailed look will help you see why writing Failure Effects is crucial for assessing failure consequences
Key Takeaways: How to identify and write precise Failure Modes that lead to effective maintenance strategies. The importance of documenting Failure Effects to understand the full impact of asset failures.
This is a must-watch for anyone looking to refine their RCM skills and apply them practically. Be sure to tune in tomorrow for Part 3, where we’ll explore Failure Consequences and Preventive Maintenance!
[Read more…]
Dear friends, we are happy to release this FMEA Part-2 video. In this video, Hemant Urdhwareshe explains how to use the DFMEA form. He also explains briefly the guidelines for Severity, Occurrence and Detection rating as per AIAG VDA first edition and logic for setting priorities for action plan.
[Read more…]
Article by Mike Freier
In the last blog post, we discussed how incorporating Agile principles can improve your hardware product development process. Not only will you be able to accelerate your schedule, but you can also develop higher quality products with lower costs and reduced risks. Furthermore, Agile frameworks and techniques can fit into your existing new product introduction (NPI) and stage gate process, so your high-level standard operating procedures do not have to change.
Once you have engineering and beta units in hand, validation and verification can begin. In this stage, engineering teams should test your product against the engineering design specification to verify that your product meets the performance, reliability, regulatory, manufacturing test, and safety goals.
[Read more…]
Yes, reliability testing can be done in parallel with design validation (DV). This approach has both advantages and disadvantages, which are important to consider in the context of product development and testing. Pros of conducting reliability testing in parallel with design validation include time efficiency. Conducting reliability testing in parallel with (DV) can significantly reduce the overall time required for product development. By overlapping these processes, you can identify and address potential issues earlier, which can accelerate the time to market. Early detection of issues running reliability tests alongside (DV) allows for the early detection of design flaws or weaknesses. This can lead to quicker iterations and improvements, enhancing the overall quality and robustness.
[Read more…]
MTBF, KPIs, yield, return rate, warranty… bah!
We may use one or more of these when establishing product reliability goals. When tracking performance. When making decisions.
Goals, objectives, specifications, and requirements, are stand-ins for the customer’s experience with the product.
We’re not trying to reduce warranty expenses or shouldn’t be solely focused on just that measure. We need to focus on making decisions that allow our product deliver the expected reliability performance to the customer. [Read more…]

Evacuation management is a necessary element of safety planning for oil and gas operations. It is critical to be prepared to evacuate personnel quickly and safely in the event of an emergency, as every second counts when lives are on the line. Evacuation drills and preparation exercises can be disruptive and time-consuming.
However, the overhead costs and lost productivity expended in preparation for emergency scenarios have become accepted as unavoidable costs of doing business. That’s because until now, there hasn’t been an efficient way to manage and improve evacuation drills while still adequately preparing team members for real emergencies. [Read more…]
A useful Maintenance Key Performance Indicator (KPI) drives reliability growth while guiding your choices for improving maintenance effectiveness and efficiency. A useful maintenance KPI lets you identify the issues causing your maintenance effects and helps you select the right strategy to either support or correct the actions producing the results. It is important that when you select a range of maintenance KPI you pick those that let you improve both equipment reliability and maintenance performance and not simply tell you that you have problems in your business.
[Read more…]
Abstract—Failures in the execution of software can have many different causes. Errors in coding, incorrect sequence of software execution, and other factors result in software “bugs” that, when discovered, must be corrected for reliable system operation. However, this paper focuses on another cause of software failures: those that come from variations in the many tiers of component manufacturing and system assembly. This paper shows how applying thermal HALT on electronic circuits, and systems helps skew parametric performance at the circuit board and system levels and increase the probability of discovering marginal signal quality and integrity, which can lead to software operational failures.ssues
Update as of July 15, 2025: Kirk created a technical paper based on the material originally posted below. It has been updated, includes references, and has been reviewed.
[Read more…]