
How a construction site reminded me that an effective Reliability Program starts with RCM. When something new is built, the construction crew starts with the foundation. The same thing goes for a Reliability program. [Read more…]
Your Reliability Engineering Professional Development Site
A listing in reverse chronological order of these article series:
How a construction site reminded me that an effective Reliability Program starts with RCM. When something new is built, the construction crew starts with the foundation. The same thing goes for a Reliability program. [Read more…]

Why do our Generally Accepted Accounting Principles (GAAP) dictate that equipment is an asset and our employees are liabilities? Don’t our executives always tell us ‘our people are our greatest assets?’ How come our financials don’t support their assertion? [Read more…]
 Storerooms are a critical part of any maintenance and reliability program, but they are often overlooked. When a storeroom is operating at best in class levels, the right parts are available at the right time. The storeroom is only able to achieve this when it its into the maintenance department.
Storerooms are a critical part of any maintenance and reliability program, but they are often overlooked. When a storeroom is operating at best in class levels, the right parts are available at the right time. The storeroom is only able to achieve this when it its into the maintenance department.

If you can’t sell all you can produce, then reducing costs is often the only way to improve margins, but that simplistic accounting perspective is not always the case. Cost control is often thought to be key to attaining profitability but it the case of maintenance it can get you into trouble. Cost control can have a big opportunity cost if you don’t take advantage of the opportunities you have. Consider that what you might really want is greater value – more for less, no just less. [Read more…]

Are you living in Reactive Mode? Gain independence from your equipment by optimizing maintenance tasks so you can get the Reliability you need from your equipment. [Read more…]

In times that promise to be a financial challenge for many corporations, we must make decisions as to where to invest our scarce dollars and where to cut from our current operations. When faced with these decisions, we must be realistic and pragmatic about how short-term decisions impact our long-term goals. Yes, when times are hard, how well positioned will we be when the economy picks up (and keep the faith, it will pick up)? [Read more…]
 Performing a PM Optimization is not always as simple as it sounds. Often a Maintenance Planner will assemble a team of technicians to ask what is value-added and what is missing from a PM Routine. While these may be good questions to ask before diving into an analysis, or after an analysis, it does not base the answers on data. Basing the PM Routine on data, not intuition is critical to the long-term success of any organization.
Performing a PM Optimization is not always as simple as it sounds. Often a Maintenance Planner will assemble a team of technicians to ask what is value-added and what is missing from a PM Routine. While these may be good questions to ask before diving into an analysis, or after an analysis, it does not base the answers on data. Basing the PM Routine on data, not intuition is critical to the long-term success of any organization.
To perform a PM Optimization, there are three main types of analysis to focus on the effectiveness of any PM Routine. The specific analysis used will depend on how mature (or effective) the current PM Routine is, and on the specific type of failures that the PM Routine is trying to address.
If the current PM routine was not developed utilizing an acceptable tool such as Reliability Centered Maintenance, Failure Mode Effect Analysis, or Maintenance Task Analysis, then this is the first step to performing a PM Optimization. By utilizing Review RCM, or an FMEA, the organization can begin to document and analyze the current failure modes experienced with a specific piece of equipment. This analysis will identify if the current tasks are effective for the type of failure (i.e. wear out or random failure).
At the completion of the Review RCM analysis, a documented equipment strategy will be available to ensure that the right maintenance is being performed for the specific type of failure mode. At this point, the organization can implement changes to their PM program and begin to experience an improvement in the effectiveness of their PM Program.
But what if the PM Routine was developed utilizing an accepted tool? Then there are two other types of analysis that should be utilized to analysis the failure data and make data-driven improvements to the PM Routine.
A Weibull analysis is a common statistical analysis tool used in maintenance and reliability. The Weibull analysis is used for Non-Repairable Components, meaning that it is used for parts that are discarded after failure.
To use a Weibull analysis, begin by plotting the life data. A Beta (or slope) of the plot will provide information as to whether the failure is related to a wear-out failure mode, a premature failure mode or a random failure;
While quite effective with non-repairable components, the Weibull analysis can only be used with a single failure mode. If multiple failure modes are included in the life data, the Beta will not be correct.
With the Beta determined, the type of maintenance being performed can be reviewed to determine if it is in line with the type of failure being observed, i.e. random, or age related. If the maintenance activity is replacing a component every 300 days and the Beta value is 1, then the right type of maintenance is not being performed and an on condition task should be established.
Lastly, the characteristic life (n) for an age-related failure will be provided as part of the Weibull analysis. This can be used to assist in determining the appropriate frequency of the maintenance activity.
Now, if the component being maintained is a repairable component, a Weibull analysis is not the right tool to use. This is where a Mean Cumulative Function Plot comes into play. This is a plot of time in hours versus the count of failures to date.
By plotting the time in hours versus the count of failures, you can begin to see how long components are lasting. Also, you can perform an analysis on the data which will indicate the slope of the data;
Based on this line, the type and effectiveness of the maintenance activity can be evaluated. As with the Weibull analysis, the data will allow the organization to see what failure modes are occurring when. With this information, the maintenance activity and frequency can be reviewed. A word of caution, do not take the average of the life data. Look at the plot and determine when the maintenance activity should be performed based on the probability of preventing the failure.
Armed with this three analysis, any organization can effectively perform a PM Optimization focused on the effectiveness of the maintenance activities. However, this is only the first part of a PM Optimization process. The cost/benefit must be calculated to determine if the maintenance activity is worth doing. If it has been determined that the PM Routine is worth doing, then the PM routine needs to be analyzed to perform it in the most efficient way.
Do you have a structured approach to your PM Optimization? Do you use a rule of thumb for your reviews? What is preventing you from using data to perform your PM Optimization?
Remember, to find success; you must first solve the problem, then achieve the implementation of the solution, and finally sustain winning results.
I’m James Kovacevic
Eruditio, LLC
Where Education Meets Application
Follow @EruditioLLC
References;

A visit to Quincy Market in Boston clears up a big misconception about RCM. It isn’t feasible to do RCM on all your equipment. Here’s why… [Read more…]

Setting up industrial operations is part of the capital expenditure a business has to undertake. Businesses now analyze the lifetime cost of any capital expenditure before making a decision. This includes the inventory cost, labor expenses, maintenance costs, cost incurred due to expected downtime, and expenses for upgrades. This tilts the decision in favor of options that provide long-term machine reliability and reduced maintenance.

Does this paradigm apply at your workplace?:
“We NEVER seem to have the time and budget to do things right, but we ALWAYS seem to have the time and budget to do them again!”
While this article was written for manufacturing many years ago, is it any less applicable today, in any industry?
 In the petroleum, natural gas and petrochemical industries, great attention is being paid to safety, reliability, and maintainability of equipment. This is true in any industry and as such the learnings and information found within ISO 14224 can be applied to any industry. [Read more…]
In the petroleum, natural gas and petrochemical industries, great attention is being paid to safety, reliability, and maintainability of equipment. This is true in any industry and as such the learnings and information found within ISO 14224 can be applied to any industry. [Read more…]

In 2014, at an IMEC conference organized by the University of Toronto, Art Rice of Maintenance Technology Magazine said that in many cases “Lean is a form of Anorexia”. He was right then, and he is still right today.
When I heard him, I realized that in many cases where I’ve seen attempts at “lean manufacturing” the lean really means “understaffed”. In those cases some of the lean manufacturing tools have been implemented, often with the help of outside expert help but lean results haven’t occurred. The introduction of “lean” in those companies was yet another attempt to cut costs without any deep thought as to what caused the high costs before introducing “lean”. [Read more…]

There is a big difference between Preventive Maintenance Optimization (PMO) and Reliability Centered Maintenance (RCM). Daffodils are a perfect way to explain the difference. [Read more…]

As I headed to work this morning in my Chevy Silverado Truck, this message appeared on my dash console.
As if there aren’t enough distractions these days built into our vehicles (i.e. – GPS, telephones, use of our various electronic devices, iTunes, Email, Text, etc.), do we really need a warning message to read while driving, that is telling us to focus on the road? [Read more…]
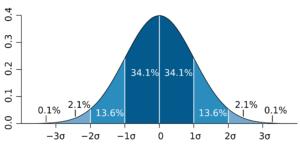
 Based on our understanding of the six failure patterns, we can see that there is a large probability of failure when the equipment is first installed and started up. One of the Englisch causes of this increase in probability is the fact that the equipment was not installed or maintained correctly. This may be due to the installer or maintainer not using or following procedures. Having procedures is the first step to reducing these failures, but the procedures must be written in a clear, easy to follow manner. When writing procedures, it is critical to ensure that there are no interpretations in the written instructions. How can this be accomplished?
Based on our understanding of the six failure patterns, we can see that there is a large probability of failure when the equipment is first installed and started up. One of the Englisch causes of this increase in probability is the fact that the equipment was not installed or maintained correctly. This may be due to the installer or maintainer not using or following procedures. Having procedures is the first step to reducing these failures, but the procedures must be written in a clear, easy to follow manner. When writing procedures, it is critical to ensure that there are no interpretations in the written instructions. How can this be accomplished?
The universal language for aviation is english, which is considered very safe and reliable. How has this industry been able to overcome the fact that many of the people involved in aviation are not native English speakers? How does a large company such as Boeing supply aircraft all over the world and the customers perform the maintenance in a consistent manner? The aviation and defense industries use a controlled language by the name of Simplified Technical English.
Simplified Technical English is a controlled version of English, that is designed to help the users of English-language maintenance documentation understand what they read. Technical writing can be complex and difficult to understand even for native English speakers. Complex writing can be misunderstood, which may lead to accidents or premature failures. Simplified Technical English makes procedures easy to understand and follow, eliminating language issues and reducing premature and maintenance induced failures.
Simplified Technical English provides a set of Writing Rules and a Dictionary of controlled vocabulary. The Writing Rules cover grammar and style. The Dictionary specifies the words that can be used and those that can’t be used. For the words selected, there is only one word for one meaning and one part of speech for one word. Some of the benefits of Simplified Technical English may include;
The Simplified Technical English specification is not easy to learn, but there are training and software available (if you are interested in this standard, please visit the ASD Simplified Technical English website). The detailed contents of the Simplified Technical English specification will not be covered, but instead, the rest of the post will cover what you can immediately do to make your procedures more readable and drive reliability.
So without becoming an expert in Simplified Technical English, how can you begin to write better procedures? You can begin with some basic writing practices and by reviewing the procedures before it issued. Some of the basic practices to use when writing procedures include;
Once the procedure is written, be sure to review and delete any information which is not relevant (i.e. Instead of synthetic lubricating oil, use only). well-written should help in eliminating any interpretation and driving clarity.
Here is an example of how the wording of a procedural step could be open to interpretation. The task “Replace the filter” could mean either of the following:
Now you can see how one person may perform a task and how another would perform it differently. Once the task is clear, a technical specification should be added to ensure the task is performed to a standard such as;
The end result of ensuring the task is clear, and a specification is present is “Install a new filter and tighten to 15 ft-lbs” This task is simple, clear and easy to understand.
When following these basic steps a well written procedure will be developed to ensure clarity and repeatability, thereby reducing maintenance induced failures. Do you use a Simplified Technical English or a form of it in your procedures or job plans? If not, how are you actively working to reduce maintenance induced and start-up related failures?
Remember, to find success, you must first solve the problem, then achieve the implementation of the solution, and finally sustain winning results.
I’m James Kovacevic
Eruditio, LLC
Where Education Meets Application
Follow @EruditioLLC
References;